




资讯详情
三菱MR-JET-G网络伺服通过FX5U/R/QnUDV/L系列PLC内置网口使用CC-LINK IEF Basic控制,可以简单实现位置/速度/转矩/回原控制,实现简单的多轴总线控制,节省设备成本;
部分客户为了方便接线会将限位原点信号接入到PLC输入点,这样可以无需在伺服的CN3插头上进行焊线了;
那么该如何实现呢?
>首先设置伺服参数,将PD41改为1000:从控制器输入限位/原点

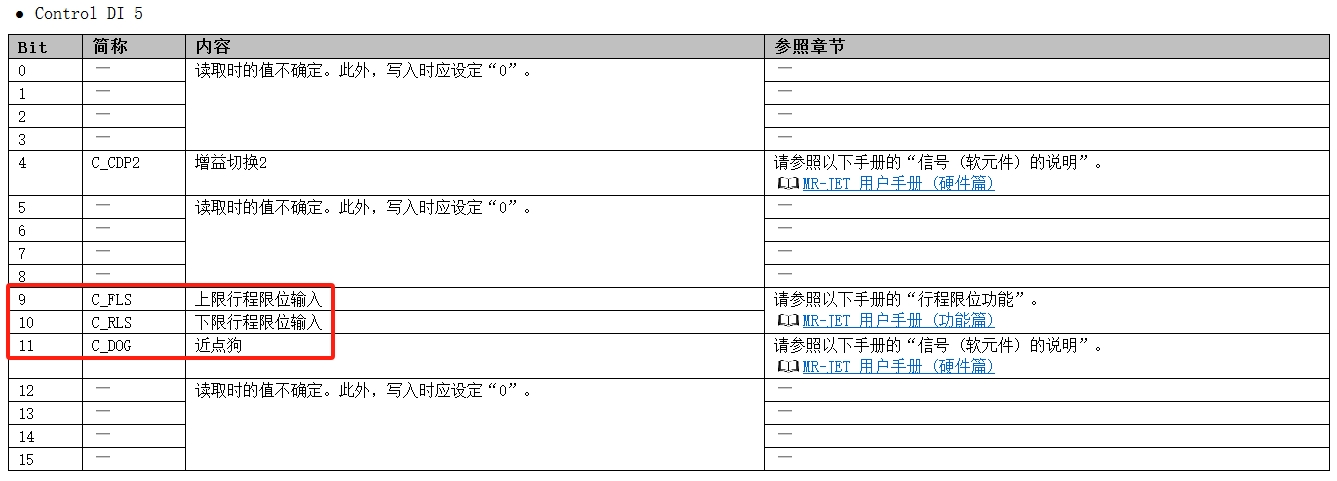
>查看映射地址Control DI 5的定义
限位/原点分别对应Control DI 5的bit9/bit10/bit11;
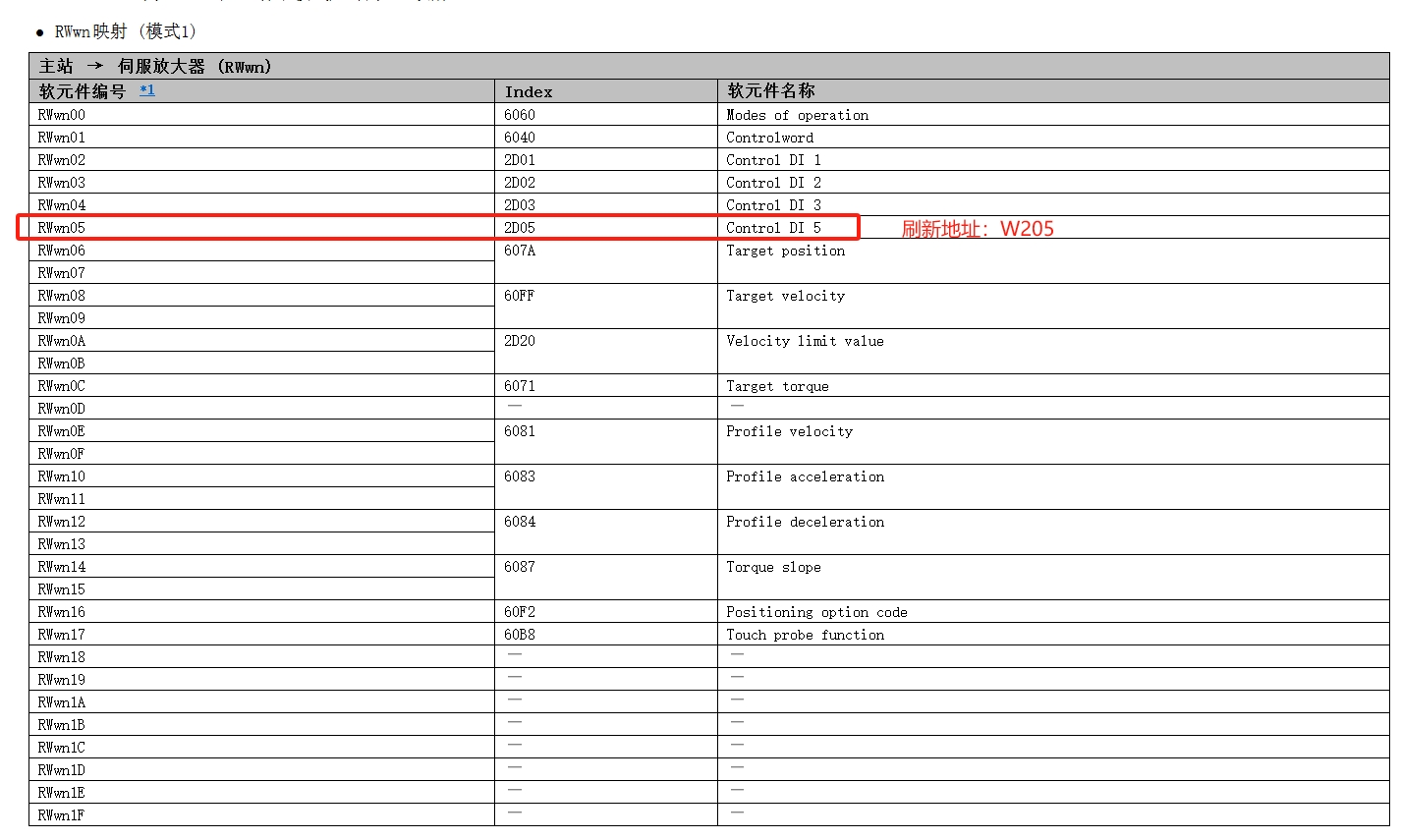
>查看伺服的PDO映射,找到Control DI 5对应的刷新位置,与PLC的刷新地址对应,由于RWw刷新从W200开始,所以Control DI 5对应的PLC刷新地址即为W205
>编写PLC程序,与输入X点对应
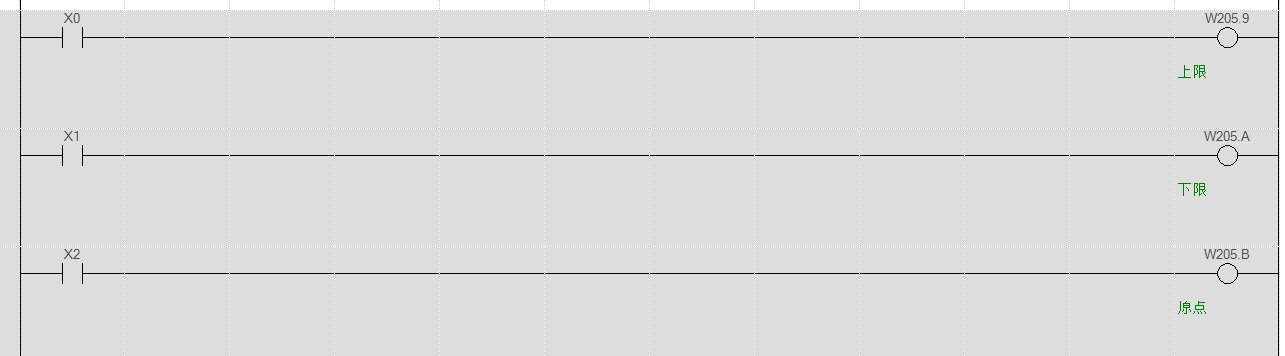
通过以上操作即可将限位/原点信号接入到PLC输入点;